How Can We Help?
Post-processzálás, CNC kimenet
Bevezetés
A bútorokat vasalatokkal szerelvényezzük fel azért, hogy alkotó részei megfelelően egymáshoz legyenek rögzítve, a bútor belsejéhez ajtókon fiókokon keresztül nyújtsunk hozzáférést, stb. Ezeket a szerelvényeket rögzíteni kell, furatokkal, bevésésekkel és más módokon.
PolyBoard (Pro és magasabb verzió) tervekben a szerelvényezéshez meg lehet adni a szükséges megmunkálásokat, teljes pontossággal és a szabály rendszeren keresztül akár automatikusan. A terv így magában hordozza ezeket az információkat, amit a gyártási dokumentációban is meg tud jeleníteni, illetve (Pro-PP verzió esetén) CNC programok formájában is el tud készíteni.
A PolyBoard képes a körvonal méreteket, megmunkálásokat (fúrás, marás, zsebmarás, fűrészelés) az adott,saját CNC gépünkre értelmezhető módon előállítani. Ezen túl megmunkálásonként a szerszámozást és technológiát is el lehet tárolni a PolyBoard tervben és így a CNC gép számára szinte teljes körű programot tud készíteni. Egy jól felépített rendszerben a CNC gép kezelőjének nincs programozási feladata, csak a gyártással kell foglalkoznia.
A PolyBoard beépített módon rendelkezik post-processzorral többek között:
- Biesse,
- Homag,
- Weeke,
- Holzher,
- Holzma,
- SCM,
- Morbidelli,
- Casadei,
- Busellato,
- Felder (TpCAD és Format4 Integrate is!)
- Nanxing,
- Lohmeyer,
- MasterWood,
- Vitap,
- és valójában szinte bármelyik CNC géphez a megmunkálási, szerszámozási paraméterekkel rendelkező DXF kimeneten keresztül.
Fontos, hogy a PolyBoard az összes post-processzorhoz hozzáférést nyújt a Pro-PP verzióban. Ezzel lehetővé teszi, hogy különböző gyártóktól származó CNC gépekkel is egyszerre lehet dolgozni. Lejjebb olvashatók információk a multi-post-processzálásról, ami az iparágban egyedülállóként beépített része a programnak.
Ezzel a DXF post-processzálással együtt elmondható, hogy az önálló bútortervező programok esetében az egyik legnagyobb lefedettséggel tudja különböző gépekhez a CNC programokat előállítani külön CAM szoftver használata és a technológia mély ismerete nélkül.
Az alábbi ábrán egy terv látható, egy kiemelt függőleges panel, és annak a furatolása, nútfűrészelése, és az automatikusan elkészített fájl a CNC gép tervező moduljában betöltve.

Post-processzálás
A post-processzáláshoz létre kell hozni egy post-processzor beállítást az adott géphez illeszkedően. A példában Homag/Weeke gépekhez való WoodWOP MPR formátum szerinti post-processzort mutatjuk be. Az itt leírtak nem teljes körűek, nem feltétlenül alkalmazhatók ebben a formában.

Alapbeállítások
- hova szeretnénk menteni majd az elkészült CNC programokat
- egy mappába szeretnénk minden fájlt, vagy szekrényenként, vagy anyagonként csoportosítva
- csak azokat szeretném exportálni, amiken megmunkálás van, vagy minden elemet (ez utóbi pl. nesting esetén, mert minden darab körvonalára szükség van)
- ha szükséges két lapoldali megmunkálás, akkor egy fájlt szeretnénk mindét oldalhoz, vagy külön-külön fájlokat oldalanként
- ha két felületet exportálunk, a lap körbeprofilozását melyik oldal tartalmazza, az első, a másik vagy mindkettő
- a generált CNC fájlnév formátuma, szokásos, vagy ékezetek nélkül (pl. a WoodWOP esetén ékezetek nélkül kell exportálni)
- mit tartalmazzon a fájlnév, csak egy számot, vagy a teljes nevet
- Élzárt méreteket szeretnénk használni vagy élzárás nélkülit (pl. nestinghez, vagy profilozott alkatrészekhez)
- körvonal marását kérjük, vagy nem (alkatrész profilozása)
- mennyivel nyúljon túl a profilozó szerszám a megadott síkon
- milyen irányban álljon az alkatrész a CNC gépben, erre párbeszéd ablak van:
- Körvonal iránya (profilozás), óra szerinti, vagy azzal ellentétes
- Körvonalhoz képest a lapfelület megmunkálások (pl .kivágások) iránya megegyező vagy ellentétes
- a profilozás referencia pontja hova generálódjon
- honnan indul a méretezés, azaz a lap kiindulási pontja
- a megmunkálást a kezdő szegmens végpontjából vagy középpontjából kell indítani
- Élszögvágás esetén az csúcs lefelé vagy felfelé álljon
- Az élszögvágást marással vagy fűrészeléssel végezzük
- a generált programban milyen sorrendben legyenek a megmunkálások
- szembefuratok esetén egyesítve legyenek a furatok (egy oldalról lesz fúrva) vagy maradjanak a saját felületükön (ellenoldali kiszakadást el lehet ezzel kerülni)
- Átmenő furatok esetén csoportosítva legyenek egy oldalra vagy az eredeti fúrásfelület legyen megtartva
- mi az a legnagyobb fúrási átmérő, amit már marószerszámmal szeretnénk megmunkálni a fúrás helyett (tehát az itt beállított értéket már marni fogja a program)
Horony megmunkálások beállítása
A hornyok megmunkáláshoz egy segítség a nyitott és zárt hornyok értelmezéséhez:

- fűrésszel vagy maróval készüljön a horony
- nyitott és zárt hornyok megközelítési kódja (gépfüggő érték) mi legyen
- történjen-e előkarcolás, elővágás
- zárt horony esetén mennyivel a horony vége előtt álljon meg a szerszám
- nyitott horony esetén mennyivel haladjon túl a horony után a szerszám
- falcparaméterek
A továbbiakban megadhatók az egyes megmunkálási típusokhoz való alap szerszámozási beállítások (a WoodWOP esetében előtolás és fordulatszám adatokkal) illetve az egyes konkrét megmunkálásokhoz kapcsolt egyedi szerszámozásokat is.
(A fenti beállítások magyarázata nem teljes körű, a beállítások segítségére kerültek megadásra, de használatuk csak az adott CNC gép ismeretében javasolt. Más esetben kérje kollégánk segítségét)
Multi Post-processzálás
Lehetőség van több post-processzor egyidejű automatikus alkalmazására. Ebben az esetben a PolyBoard sorra veszi a tervben lévő lapokat és összeveti az általunk beállított szűrési feltételekkel és ez alapján választja ki, hogy az adott laphoz milyen szabályok szerint generálja le a CNC programot.
A szűrés lehetséges:
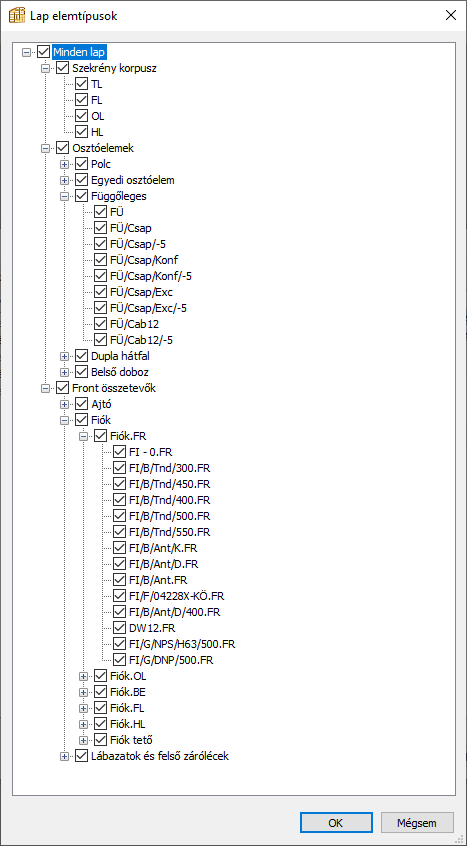
- elemtípusokra (ajtó, hátfal, oldallap, polc, függőleges osztó, stb)
- elem méretre (magassági, szélességi és vastagsági méretekre, nagyobb, kisebb módon)
- megmunkálási típusokra (vízszintes fúrás, függőleges fúrás, marás, nút, lapfelületi megmunkálás, stb.)
Ezek alapján lehetőség van:
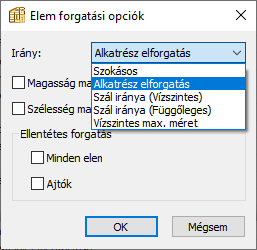
- ugyanarra gépre kiküldeni az alkatrészt, de más megmunkálási szabályokkal (pl. merre legyen forgatva az alkatrész, melyik munkaterületre kerüljön a gépen, stb.) Lásd lejjebb a képeket.
- eltérő gépekre kiküldeni az alkatrészeket pl. attól függően, hogy van olyan gép, ami kizárólag fúrásra használunk, és van olyan gép, amin már fűrészlap is van. Lásd lejjebb a képeket.
Tetszőleges mélységig megfogalmazható az alkatrészek szűrése. A beállítások után a folyamat bármikor lefuttatva automatikusan megy végbe.
Az alábbi ábrán levő Multi PP beállítás szerint:
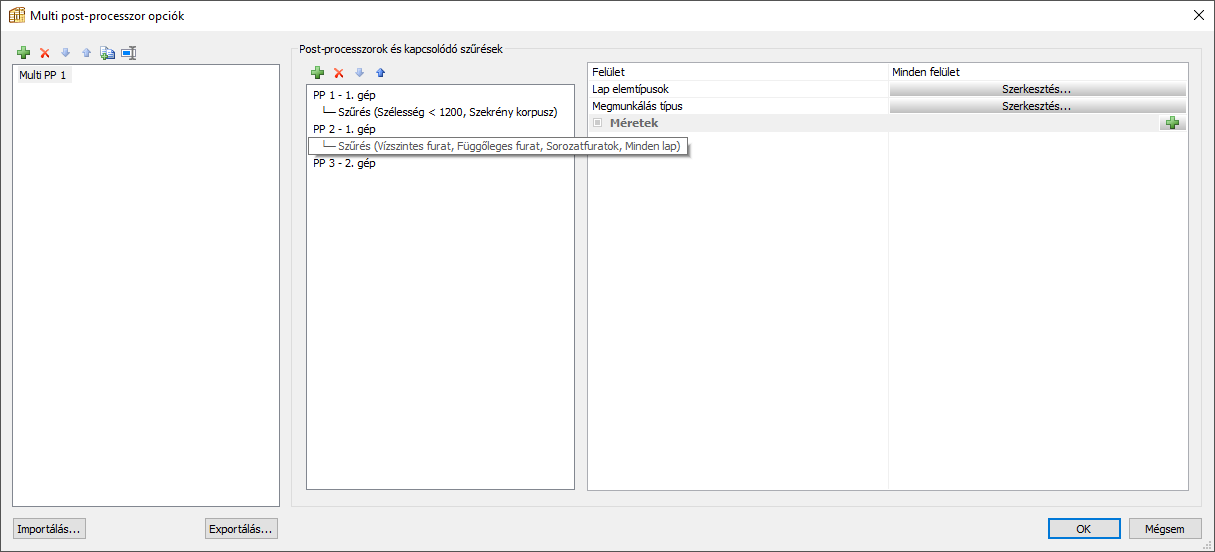
- az első post-processzor (PP 1) szerint generálódik a CNC program, ha a lap keskenyebb mint 1200 mm és korpuszelem (tetőlap, fenéklap, oldallap és hátlap)
- a második post-processzor szerint generálódik a CNC program (ugyanarra a gépre, mint az előző, de más beállítással (elemforgatás, azaz merre álljon a lap a CNC gépben) akkor bármelyik további lap esetén, ha csak fúrások vannak rajta
- az utolsó (PP 3) post-processzor szerint generálódik a CNC program az összes többi lap esetén
Az alábbi képen az elemtípus választó/szűrő ablakot lehet látni:
Az alábbi képen a megmunkálás választó/szűrő ablakot lehet látni:
